SMT锡膏选用及印刷品质提升
摘 要:
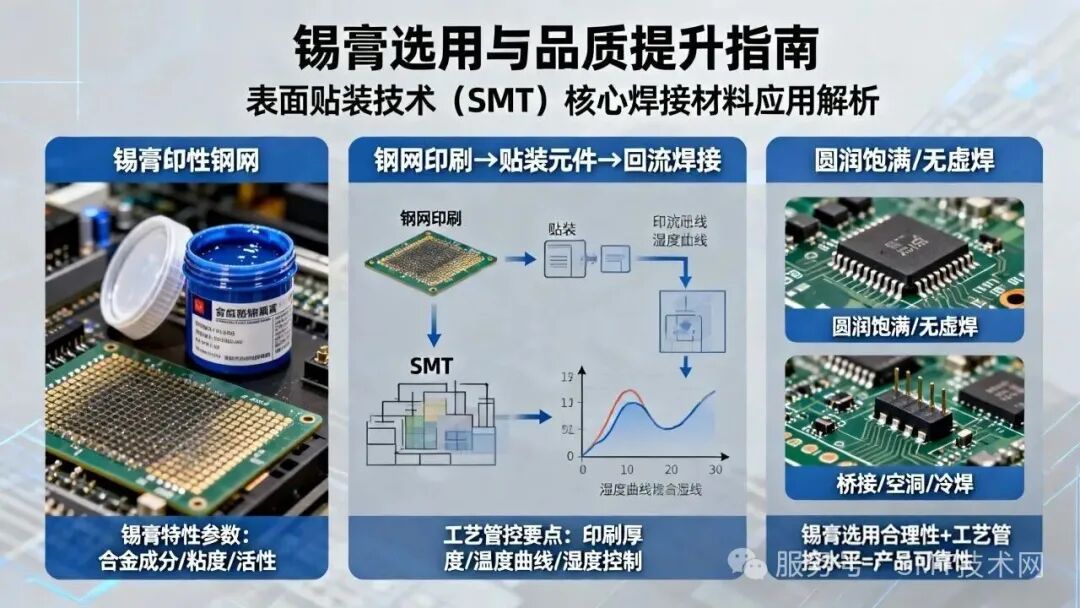
锡膏作为表面贴装技术(SMT)的核心焊接材料,其选用合理性与工艺管控水平直接决定了焊点质量与产品可靠性。本文从锡膏合金体系与助焊剂类型的选型逻辑出发,系统分析了锡膏储存管理、印刷工艺参数优化、回流焊曲线控制以及焊接缺陷机理与对策,并结合实际制造工艺方案,提出了覆盖“选型—存储—印刷—回流—检测”全流程的锡膏品质提升体系。研究表明,通过科学的锡膏选型决策、标准化的存储回温流程、参数化的印刷优化以及精准的回流曲线调控,可将焊接直通率提升至99.5%以上,焊点缺陷率控制在0.1%以下。
关键词:SMT;锡膏选用;印刷工艺;回流焊;焊接缺陷;品质提升
01 引言
随着消费电子、汽车电子和通信设备向高密度、微型化、高可靠性方向持续演进,表面贴装技术所面临的工艺挑战日益严峻。在SMT制造流程中,锡膏既是实现电子元器件与PCB冶金连接的功能材料,也是连接设计、贴装、焊接三大工序的技术纽带。据统计,超过60%的SMT焊接缺陷源于锡膏印刷环节,而焊膏选择与工艺控制更是影响焊接可靠性的关键因素。因此,建立系统化的锡膏选用与工艺管控体系,对降低缺陷率、提升产品良率具有显著的工程价值。
本文将从锡膏的材料选型出发,结合实际生产中的工艺参数优化、常见缺陷分析与对策,系统阐述SMT锡膏品质提升的技术路径。
02 锡膏的构成与分类
锡膏是由焊料合金粉末与助焊剂按一定比例混合而成的膏状材料,其性能由合金成分、焊粉粒径和助焊剂配方三个核心要素共同决定。
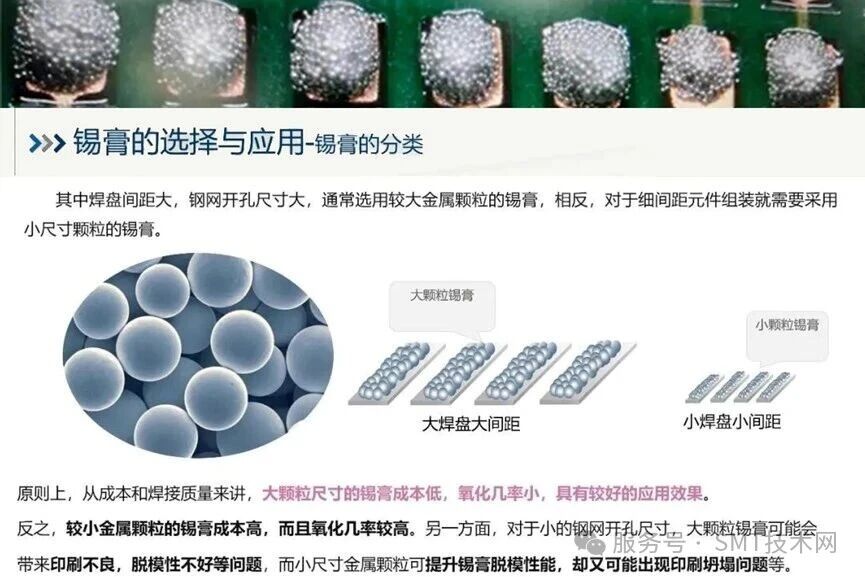
图1 焊膏构成颗粒大小
2.1 合金体系与选型原则
合金成分决定了锡膏的熔点、焊点机械强度、抗疲劳性能和热稳定性,是锡膏选型的第一优先级。
目前SMT领域应用最广泛的无铅锡膏当属Sn96.5Ag3.0Cu0.5(简称SAC305),其熔点在217227℃,具有优异的润湿性能和高剪切强度,剪切强度可达40MPa以上,适用于消费电子、电脑周边及常规PCB组装。SAC305的性价比在消费电子领域具有统治地位,回流峰值温度需控制在240255℃。
对于成本敏感的中低端产品,SAC0307(Sn99.3Ag0.3Cu0.7)是一种经济型替代方案。其与SAC305熔点相近,但含银量仅为SAC305的十分之一,焊点强度略有下降,润湿性也相对逊色,需通过优化回流曲线来补偿工艺窗口的收窄。
低温焊接场景,如LED封装、热敏传感器和柔性PCB组装,Sn42Bi58共晶锡膏因熔点低至138℃而成为首选。它可以有效保护热敏元件免受高温损伤,但焊点脆性较大,长期工作温度须控制在80℃以下。
汽车电子、工业控制和军工航天等高可靠性领域,则优先选用SAC改性合金(如添加Ni、Ge等微量元素),其抗蠕变性和抗振动性能显著优于普通SAC合金,可满足极端工况下的长期服役要求。
2.2 焊粉粒径分级
焊粉粒径直接影响印刷分辨率和微细焊盘的填充效果。按照IPCJ-STD-005标准,焊粉粒径分为Type2至Type8多个等级。Type3(25~45μm)和Type4(20~38μm)适用于0402及以上尺寸元件和常规钢网厚度;Type5(15~25μm)和Type6(5~15μm)则面向0201、01005超微元件和0.3mm以下细间距QFP/BGA封装,需搭配50~75μm薄钢网使用。粒度越小,锡膏的比表面积越大,意味着氧化风险也随之增加,对储存管理和助焊剂抗氧化性提出更高要求。
2.3 助焊剂分类与活性等级
助焊剂是锡膏的“化学引擎”,负责清除焊盘与元件引脚表面的氧化物、降低焊料表面张力、促进润湿铺展。根据J-STD-004标准,助焊剂按活性等级分为ROL0(低活性)、RMA(中等活性)和RA(高活性)三类。ROL0级助焊剂无卤、腐蚀性极低,残留物无需清洗,适应消费电子大批量自动化生产;RMA级活性适中,适用于混装工艺;RA级清洁能力最强,适用于氧化严重的PCB或仓储时间较长的元器件,但焊接后必须彻底清洗以避免腐蚀-1。从清洗工艺角度,又可分为免清洗型、水洗型和溶剂清洗型,企业需根据产品可靠性要求和后道工序配置综合选择。
03 锡膏的存储与使用规范
锡膏作为一种含有活性化学成分和精细金属粉末的复合材料,其性能在存储和使用过程中会随时间不断劣化。严格的存储和使用管理是保障锡膏质量稳定的第一道防线。
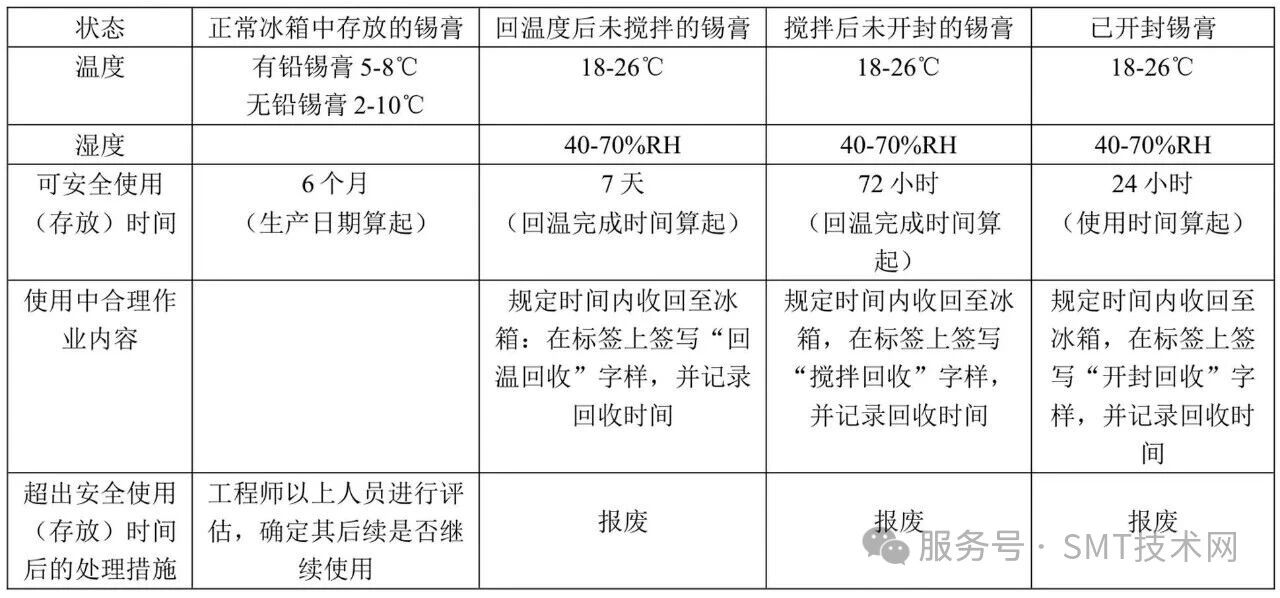
图2 焊膏存储规范
3.1 存储环境
未开封的锡膏必须储存于0~10℃的专用工业冰箱中,无铅锡膏建议控制在3~7℃的更严格范围。冰箱需配备温度记录仪,每12小时记录一次数据,严禁冷冻保存。同时,存储环境的相对湿度须低于60%,防止锡膏因吸湿而变质。库存管理应严格执行先进先出原则,按批次和生产日期分类存放,库存量宜控制在30天以内,避免长期积压导致的助焊剂活性衰退。
3.2 回温与搅拌
锡膏从冷藏状态取出后,不可立即开封。密封状态下应置于车间环境自然回温2~4小时,500g装约需4小时,以瓶身无冰凉感为合格标志。严禁使用热风枪、烤箱或回流焊炉强制加热,否则会导致冷凝水渗入锡膏,在回流焊接时引发锡珠飞溅和焊点气孔。
回温完成后,需对锡膏进行机械或手工搅拌,目的是恢复合金粉末与助焊剂的均匀混合,使锡膏流变性能恢复至最佳状态。机器搅拌建议转速150~200rpm、时长2~3分钟;手工搅拌则沿同一方向持续3~5分钟,以刮刀挑起锡膏能呈顺滑“缎带”状下滑为合格标准。值得注意的是,同一瓶锡膏的回温次数不应超过两次,频繁回温会加速助焊剂活性衰减,超过两次的锡膏应由工艺技术员评估后再决定是否可用。
3.3 使用时效控制
印刷作业中,单次添加至钢网上的锡膏量应以预计4小时内用完为宜,避免长时间暴露于车间环境中吸湿氧化。一旦开封,锡膏应在12小时内用完,未用完部分可密封冷藏,但回收锡膏建议优先用于非精密产品。印刷工序完成后,PCB需在2小时内完成回流焊接,超时需清洗重印,以防锡膏氧化或吸湿引发焊接缺陷。
04 锡膏印刷工艺参数优化
印刷工序是SMT全流程中缺陷率最高的环节。实践表明,通过对印刷工艺参数的系统优化,印刷不良率可降低60%以上。
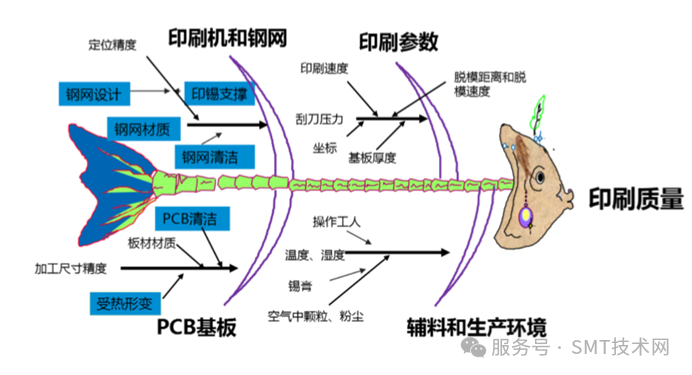
图3 锡膏印刷工艺鱼骨图
4.1 钢网设计与管理
钢网是将锡膏定量转移到PCB焊盘的核心工具,其设计质量直接影响锡膏沉积的一致性。常规0402~0603元器件推荐钢网厚度0.12~0.15mm,需在锡膏填充量与脱模性之间取得平衡-。对于精密器件,激光切割配合电抛光工艺可将孔壁粗糙度控制在0.8μm以下,显著提升锡膏释放率-。
在多元件混装PCB上,阶梯钢网技术能有效解决“大焊盘少锡、小焊盘多锡”的矛盾。例如,在基础厚度0.12mm的钢网上,0402区域减薄至0.10mm(减少约17%锡量),QFP/BGA区域保持正常厚度,可同时满足两类元件的工艺窗口要求。对于01005等超微元件,电铸成型加纳米涂层钢网利用极低摩擦系数确保锡膏近乎100%脱模,脱模合格率可达99.5%以上。
4.2 刮刀压力
刮刀压力是决定锡膏填充量的核心工艺参数,其对印刷质量的影响占比约为40%。在一定压力范围内(2~6kg),压力每增加1kg,锡膏厚度约增加8%~12%;超过6kg临界值后,继续增加压力不仅不会增加锡量,反而因挤压过度导致桥连风险上升。
不同元件的推荐压力差异明显:01005超微元件需轻柔控制,压力宜在2~2.5kg,避免锡膏挤出造成微短路;细间距QFP(0.4mm间距)以2.5~3kg为宜,防止锡膏溢出形成锡桥;而BGA等大尺寸封装因开孔体积大,压力可提高至4~5kg,确保开孔充分填充。
4.3 印刷速度与脱模速度
印刷速度直接影响锡膏在钢网开孔内的填充时间。常规0402、0603元件推荐30~40mm/s;细间距元件(0.3mm间距)宜降至20~25mm/s,确保锡膏有充足时间流满开孔;而对于大焊盘可适当提升至4050mm/s以兼顾效率。高粘度锡膏(粘度>300Pa·s)需降速至2530mm/s辅助填充。
脱模速度是钢网与PCB分离的快慢,其优化对防止锡膏粘连尤为关键。目前行业普适性较高的参数范围是0.1~3mm/s。采用“先接触后分离”的脱模方式,即先慢速分离0.1mm再快速抬起,可有效减少锡膏拉尖现象。对于0402以下小元件,脉冲式脱模(钢网先快速抬起0.1mm、停顿0.5秒后缓慢抬升至完全分离)能进一步减少锡膏与钢网开孔内壁的粘连拉扯。
05 回流焊工艺控制
回流焊是将锡膏从膏态转化为冶金结合焊点的关键热过程,温度曲线控制不当是焊点缺陷的直接诱因。温度偏差5℃就可能导致虚焊率从1%飙升至10%。
5.1 温度曲线分段控制
以无铅SAC305锡膏为例,其回流曲线通常分为四个阶段:预热区、恒温区、回流区和冷却区。
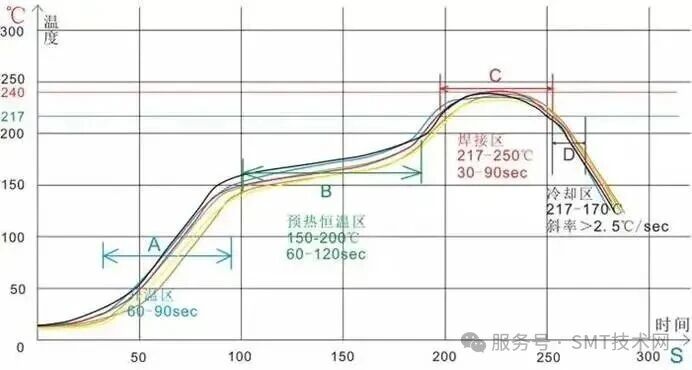
图4 回流焊炉温度曲线
预热区温度从室温升至150℃,升温速率控制在2~3℃/s,停留时间60~90秒。此阶段去除锡膏中约50%~70%的溶剂和水分,若升温过快超过3℃/s,会导致溶剂的剧烈挥发引发锡珠飞溅。
恒温区为150~180℃,温度波动需控制在±5℃,停留60~120秒。这是助焊剂活化的核心区间,其功能是清除焊盘和元件引脚表面的氧化物,为后续润湿创造洁净界面,同时确保整板温度趋于一致,减少温差导致的润湿不均。
进入回流区炉温迅速攀升至峰值温度235~245℃(较SAC305熔点高出约18~28℃),液相线以上时间(TAL)控制在40~70秒。峰温若低于235℃可能导致焊料未完全熔融而虚焊;高于250℃则可能损坏IC封装或导致焊盘铜箔过度溶解。
冷却区以2~4℃/s的速率降温至100℃以下。3~6℃/s的冷却速率是公认的较优范围,过快冷却会导致焊点内应力集中而出现裂纹,过慢则使晶粒粗大、焊点可靠性下降。
5.2 氮气保护技术
对于无铅焊料(尤其是SAC合金),回流焊炉内充入氮气将氧含量控制在500ppm以下,可显著减少焊接过程中的氧化反应。氧化膜的抑制不仅改善了焊料的润湿铺展,更提升了焊点的长期可靠性。在汽车电子和高可靠性通信设备制造中,氮气保护几乎已成为标准配置。
06 常见焊接缺陷成因分析与对策
6.1 立碑(墓碑效应)
立碑是0402及以下小型片式元件最常见的缺陷之一,表现为元件一端脱离焊盘形成竖立。其根本原因是元件两端湿润力不平衡,导致两端所受的力矩不均衡-。当一端焊盘上的锡膏先熔化而形成润湿拉力时,另一端尚未熔化的元件便被“拉起”。
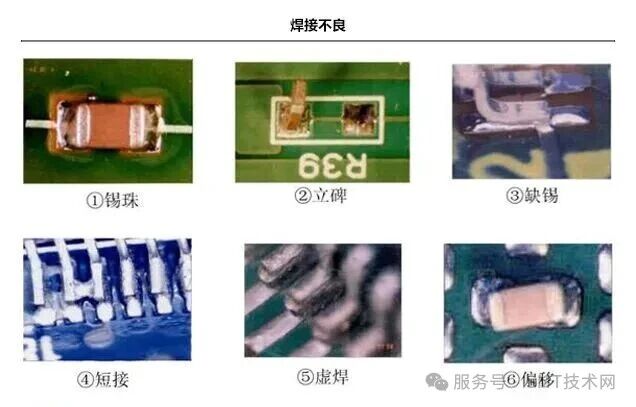
图5 常规焊接不良
立碑的工艺对策包括:确保焊盘设计对称,两端走线宽度尽量一致;将炉前温差控制在5℃以内,可在回流焊入口增加100℃保温区预热来缩小整板温差;选用抗氧化性优异的锡膏并优化回流曲线。
6.2 桥连
桥连指相邻两个或多个焊点被多余焊料连接而形成短路,在细间距QFP、BGA等封装中尤为常见。桥连的主要成因涵盖钢网开孔尺寸超标(超过焊盘尺寸10%以上)或相邻开孔间距不足、刮刀压力过大或速度过快导致锡膏溢出焊盘、升温速率过快使焊料铺展过度等多方面因素。
工艺下调时可将钢网开口宽度从0.22mm缩减至0.18mm、厚度从0.12mm降至0.10mm,同时将刮刀速度降至15mm/s,有实际案例表明此举可将桥接率从2.1%降至0.2%。
6.3 锡珠
锡珠指回流焊后出现在阻焊层上的微小锡球,不仅影响外观,还可能在高压电路下引发短路。其主因是回流区升温梯度过大(>3℃/s)时,焊膏中的溶剂瞬间沸腾将微细锡粉吹出。将升温斜率降至1.5℃/s、延长预热恒温区10~20秒,可使锡珠从每片十二颗降至三颗以下。高湿度环境下锡膏吸潮会加剧锡珠问题,车间湿度超过60%时需加强除湿并优化回温管控。
6.4 虚焊(假焊)
虚焊是最隐蔽也是最危险的焊接缺陷,焊点外观看似良好但内部未形成可靠的冶金结合。深层成因包括锡膏储存不规范导致助焊剂活性下降、回流焊峰值温度低于锡膏熔点或液相线以上时间不足60秒、贴装压力过小造成元件与焊盘间隙超过0.03mm等。因此,不仅要对锡膏实行Full-Traceability管理、确保每批投入使用前经过严格的粘度测试和SPI检测,同时必须针对具体产品由KIC热分析仪实测回流曲线,确保TAL和峰值温度落在合理范围内。
07 实际制造工艺方案与品质提升实践
基于前文的系统分析,以下归纳一套现场可执行的锡膏品质提升综合方案。
(1)选型决策矩阵。以产品等级为维度建立锡膏选型决策表:消费电子优选SAC305搭配免清洗ROL0助焊剂与Type4焊粉;汽车电子选择SAC+Ni改性合金配合氮气保护工艺;热敏LED产品选用Sn-Bi低温锡膏并在回流焊配置专用低温区。在细间距高密度板中,推荐Type5以上超细锡粉配上阶梯钢网和纳米涂层工艺。
(2)全流程SPC监控。建立从锡膏入库到焊接完成的统计过程控制体系。印刷端部署3DSPI系统实时监测锡膏高度、面积和体积,当检测到坐标偏移10μm时让SPI向印刷机下达自动修正指令,实现闭环自适应调整。回流焊端通过6~12通道炉温测试仪定期校验温度曲线,确保CPK≥1.33。
(3)参数化印刷优化。根据元件类别制定印刷参数标准:01005元件对应压力2~2.5kg、速度20~25mm/s;QFP元件对应压力2.5~3kg、速度20~30mm/s;BGA对应压力4~5kg、速度30~40mm/s。脱模统一采用“先接触后分离”模式,分离初速度0.3~0.8mm/s。
(4)预防性维护机制。钢网每5000次印刷检测一次张力,张力值须维持在35~50N/cm²;每2小时执行钢网自动清洗;每周校验印刷机刮刀平行度和贴片机吸嘴精度;每月全链条审核锡膏存储、回温和印刷环境温湿度(23±3℃、40%~60%RH)。
上述方案在实践中的具体成效:通过选型优化和全流程SPC数据分析,焊接直通率从95%提升至99.5%以上,焊点缺陷率控制在0.1%以下;其中,SPI闭环联动可将印刷偏移量稳定控制在±15μm以内,阶梯钢网使多元件混装板的桥接率降低80%以上。
08 结论与展望
锡膏选用与工艺管控是一项覆盖材料科学、机械控制和热力学等多学科的系统工程。本文从合金选型、助焊剂分类、焊粉粒径分级出发,系统分析了存储管理、印刷参数优化、回流曲线调控以及典型焊接缺陷的机理与对策,并结合现场实践提出了可执行的品质提升方案。
研究表明,最成功的品质提升并非来自单一环节的极致优化,而是贯穿“选型—存储—印刷—回流—检测”全流程的系统化工程。在锡膏选型阶段避免“一刀切”的简单思维,通过合金体系、助焊剂活性等级、焊粉粒径与产品需求的精准匹配为整个工艺链奠定材料基础;在存储和使用阶段,以严格的环境控制和标准化的操作守护锡膏的原始性能;在印刷和回流阶段,将经验参数数据化、将闭环控制智能化、将预防维护制度化;在缺陷治理阶段,从“事后检测”转向基于SPI和KIC数据的“事前预防”。这种体系化思路方能在焊盘微缩到01005级别、元件密度持续攀升的行业趋势下,将锡膏质量控制在源头,为下一代高可靠电子产品提供坚实的制造保障。