独特的加热/回流焊技术

在电路板上焊接LEDs时,空洞是一个关键问题。就像其他底部焊端元件一样,要使用热焊盘将元件的发热量散发出去,使元件处于凉爽温度。焊点内空洞会干扰传热,使元件发热,缩短LED使用寿命。众所周知,在这些热焊盘上焊膏引起的空洞是一个常见问题。
已开发了一种新工艺,首次印刷焊膏,干燥焊膏,然后在原有的焊膏沉积上印刷新焊膏,再使用标准回流焊方式回流焊组件。本文讨论的印刷和回流焊工艺参数包括干燥温度、模板厚度、开孔尺寸、间距、焊膏坍塌和空洞量的减少。
引言
传统的电灯照明使用白炽灯泡,电流加热金属灯丝直到发光。这种技术在19世纪初首次尝试,并一直持续到20世纪末,Thomas Edison和他的合作伙伴才成功实现了商业化。虽然这项技术一直在改进,但是即使在今天,灯泡的发光效率仍很低,大多数的电功率被转换为热量,而不是光。由于灯丝的脆弱性,灯泡的寿命也是这项技术的一个缺点。由于这些原因,最近的趋势和法规推动了更有效的照明技术。
一个流行的解决方案就是使用发光二极管(LED)代替传统灯泡。LED没有灯丝灯泡脆弱,寿命更长。LED比传统灯泡更高效、更节能,转换为热量的能量消耗也更少。然而,它产生的热量对于LED照明制造商来说还是一个重要问题,芯片产生的热量必须能够逃逸,保持芯片凉爽,否则将缩短LED的寿命。
根据Bergquist公司数据,今天照明行业最常见的是3 W或5 W的LED。正朝着10 W的高功率照明解决方案发展。随着这些更高功率元件的应用,将产生更多的热量。在PCB上贴装超过1 W功率的LED是很常见的,它比简单地通过有引线器件的引线传热效果更好。
随着底部焊端元件的应用,如大功率LED,元件产生的热量通过其底部的热焊盘传走。连接焊盘到基板的焊点把热量传到基板,使热量远离元件。在这个焊点内,空洞会干扰热量直接传向基板,产生热点。在大功率LED中,这可能会导致LED输出颜色的变化,也缩短元件寿命。
已成功开发出抑制这些热焊盘上的空洞的一种新方法。首先,以正常方式在焊盘上印刷焊膏。然后,基板通过一个低温炉干燥焊膏。然后再在印刷机上二次印刷同一块基板,焊膏直接印刷在第一次印刷沉积的焊膏顶部。
该实验的重点是焊膏印刷,然后是在基板上干燥,再有就是在首次印刷的焊膏顶部进行二次印刷。如果两次印刷都使用相同的模版,那么干燥过程中,焊膏丝毫不能坍塌,否则模板将不能很好地与基板密封。在经济上,如果相同的模版可以用于第一次和第二次印刷,在印刷过程中模板没有损伤,这将是最好的方案。
理论上可能发生两种可能性:
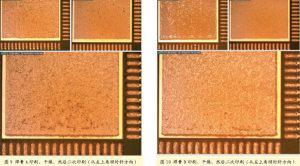
1)首次印刷的焊膏在干燥过程中不坍塌(如图1和图2所示)。第二次印刷期间,模板与基板很好地密封,更多的焊膏被强制沉积(如图3所示),在实际的回流前进行密实的焊膏沉积。此沉积比首次印刷将有更多的金属含量。由于首次沉积的焊膏以经干燥,焊剂含量将不会显著增加。实际上,焊剂的挥发性成分已大大减少,因为首次印刷焊膏中的焊剂挥发物在干燥过程中已经挥发,而二次印刷增加的挥发物较少。
2)首次印刷的焊膏在干燥过程中坍塌(如图4所示)。这会导致在印刷区域之外产生焊料颗粒,致使模板与基板密封不良(如图5所示)。新焊膏完全印刷在首次印刷的焊膏沉积的顶部(如图6所示)。
从理论上讲,其中任何一种可能情况都对减少最终焊点中的空洞是有益的。在第一种情况下,在回流焊前,更多的金属含量被增加到焊点,没有显着增加更多的焊剂。这可以与涂覆焊剂的焊料预制件得到的焊点相比。
第二种情况下,模板与基板之间的密封不良,提供了一个增大焊点体积的机会。更高的元件托脚为焊膏排气提供了更大的空间。
为了进一步研究这种干燥焊膏然后二次印刷焊膏以减少空洞的方法,进行了如下实验。
实验1—坍塌检测实验
本实验使用了两种焊膏。一种是低空洞的无卤焊膏(A),另一种是低空洞的含卤焊膏(B)。
在印刷前,注意到焊膏A比焊膏B具有较高的粘度,在轻轻搅拌和手工转移到模板时,感到坚硬。
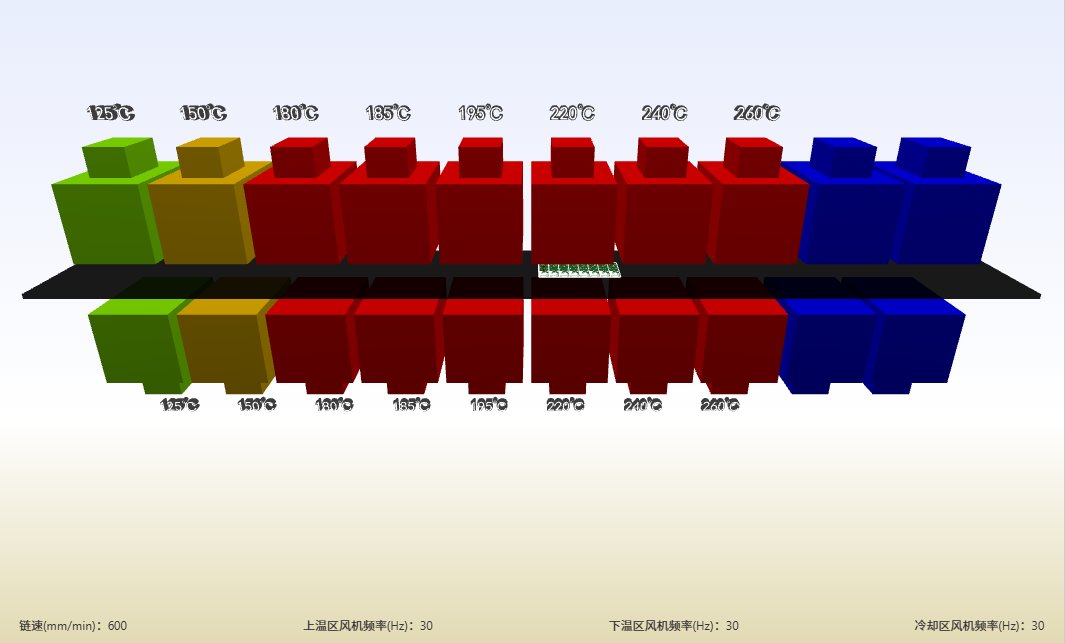
采用焊盘尺寸0.010″×0.050″并OSP处理的基板,在所应用区域,模板开孔和焊盘尺寸比为1∶1。模板厚度为0.004″。印刷焊膏的基板分别在125 ℃、150 ℃和180 ℃的对流回流炉中烘烤四分钟。理论认为,较高的烘烤温度,将使更多的焊剂排气,这将是首选。然而,也有理论认为,较高的温度烘烤会导致在烘烤过程中更多的焊膏坍塌。
结果
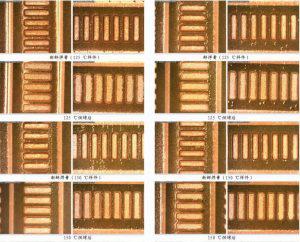
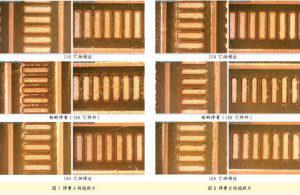
由于现有可用烘箱的局限性,最低温度烘烤条件为125 ℃。可以看出,即使在这个最低烘烤条件下,两种焊剂都仍然有一些铺展。应该指出的是,这两种焊剂都按IPC-TM-650通过了J-STD-005坍塌试验要求。看到的坍塌不足以引起桥接问题。然而,焊膏的铺展足以引起在烘烤过的基板上二次印刷时,相同的模板将不会形成与基板的合适密封。
对烘烤前后的焊膏宽度进行测量。由于数据分散,目前尚不清楚,是否哪一种烘烤条件就比另一种更好地防止坍塌,都表现出非常相似的结果。乍一看,照片中的125 ℃烘烤条件看起来比其他条件的还要差。使用焊盘大小作为参考点,这种情况的坍塌没有其他情况的差。
实验2 -二次印刷实验
利用现有的实验室资源,焊膏A和焊膏B分别印刷在QFN测试板上。由于小间距I/O开孔的QFN设计,这会是发生有关坍塌和桥接的最坏情况。
印刷每种新鲜焊膏到测试板,对新鲜焊膏进行拍照。然后在125 ℃条件下烘烤,并分析基板。然后在基板进行二次印刷。