BGA器件焊点空洞分析
随着电子技术的发展,用户对电子产品要求的进一步提高,电子产品朝小型化、多功能化方向发展;这就要求电子元件朝着小型化、密集与高集成化发展。BGA具备上述条件,所以被广泛地应用,特别是高端电子产品。BGA元件进行焊接时,会不可避免的产生空洞;空洞对BGA焊点造成的影响会降低焊点的机械强度,影响焊点的可靠性与寿命;所以必须控制空洞现象的产生。
通过X-Ray检查出的空洞现象,如图1、2。
图(1): X-RAY垂直BGA面检测空洞
图(2): BGA面倾斜X-RAY检测空洞
1 空洞产生机理:
1.1 空洞形成的机理:
材料中的湿气(水分)和锡膏中的有机物(助焊剂等)经过高温产生气体,BGA焊点形成前没有很好的排出,气体被包围在合金粉末中形成空洞。
空洞切片图
1.2 BGA焊球层的组成:
BGA焊球层可分为三层,一层是组件层(靠近BGA组件的基板),一层是焊盘层(靠近PCB的基板),再有一层就是焊球的中间层。根据不同的情况,空洞可以发生在这三层中的任何一层。空洞对焊球危害最大的是组件层与焊盘层,因为它们直接影响焊球与PCB和BGA本体的连接;见下图。
BGA焊球结构图
2 空洞的验收标准
空洞中的气体存在可能会在热循环过程中产生收缩和膨胀的应力,作用在空洞存在的地方便会形成应力集中点,并有可能成为产生应力裂纹的根本原因。
空洞的接收/拒收标准主要考虑两点:就是空洞的位置及尺寸。空洞不论是存在什么位置,视空洞尺寸及数量不同都会造成质量和可靠性的影响。焊球内部允许有小尺寸的空洞存在。空洞所占空间与焊球空间的比例可以按如下方法计算:例如空洞的直径是焊球直径的50%,那么空洞所占的面积是焊球的面积的25%。IPC标准规定的接收标准为:焊盘层的空洞不能大于10%的焊球面积,即空洞的直径不能超过30%的焊球直径。当焊盘层空洞的面积超过焊球面积的25%时,就视为一种缺陷,这时空洞的存在会对焊点的机械或电的可靠性造成隐患。
3 空洞的不同成因
3.1 无铅锡膏焊接有效减少空洞的形成:
因BGA锡球是无铅锡膏制成,当使用有铅锡膏进行焊接时;二者间熔点不同,所以它们之间的水分、气体(有机物经高温产生的气体)等物质挥发时间也不同,BGA焊点形成前不能在相同的时间段内挥发完;造成较多空洞的形成。使用无铅锡膏则会避免该情况的发生,并能有效的减少空洞的形成。无铅锡膏焊接BGA时,工艺窗口调整的范围会更宽,利于BGA的制程。
3.2 材料中的水分,造成空洞的形成:
空洞形成还因材料中的水分未能很好的排出造成,所以减少、消除材料中的水分是非常重要的;其中包括PCB与BGA。
3.2.1 PCB的烘烤与注意事项:
对PCB烘烤能有效的去除PCB水分,但烘烤温度过高、时间过长易破坏焊盘表层的抗氧化膜,当抗氧化膜破坏后焊点暴露在空气中易造成焊点氧化,其次会造成PCB的形变。PCB的烤温度为100 ℃、时间2 h较合适。烘烤前对PCB进行风枪除尘作业,防止杂质残留在焊盘上(见下图);接触PCB时必须戴手套,防止汗水与焊盘接触,避免造成焊盘氧化。烘烤完成等待PCB自然冷却后使用,为了防止PCB再度吸收空气中的水分,要求PCB在冷却后2小时内使用完。
杂质残留在PCB,已烤焦
3.2.2 BGA的管控与烘烤注意事项:
BGA来料必须是真空包装,开封后未使用完的BGA,必须存放在防潮柜中,防止吸收空气中的水分。
对BGA的烘烤不仅能有效的去除BGA的水分,还能提高BGA的耐热性,减少BGA进入回流焊时,受到的热冲击对BGA的影响;但烘烤温度不宜超过125℃。在对BGA进行烘烤时,BGA的尺寸、厚度都会影响BGA的烘烤温度与时间;BGA尺寸在10×10~30×30 mm之间、厚度在1.4~2.0 mm之间;当BGA为真空包装时,烘烤温度为110 ℃、时间12h;当BGA为非真空包装(未使用完的BGA)烘烤温度为110 ℃、时间24 h。烘烤完成等待BGA自然冷却后使用,为了防止BGA再度吸收空气中的水分,要求BGA在冷却后12小时内使用完。未使用完的BGA应该存放于防潮柜。
3.3 锡膏的正确使用,减少空洞的形成
(1)、锡膏回温目的是恢复助焊剂的活性,当 FLUX的活性较强时,去除焊接表面的污物和氧化物就强,此时待焊表面露出干净的金属层,锡膏就会有很好的扩散性和润湿性,焊接中的可焊性就会增强,那么助焊剂的残留物被包围的机率就不大了,空洞产生的机率就会减少。当锡膏从冰箱中取出时至少要放在室温(25 ℃±3 ℃)中回温4h,在锡膏回温中切记不能提前打开锡膏的封盖,也不能以加温的方式进行锡膏回温。
(2)、锡膏在上线使用之前一定要进行搅拌,其目的使合金粉末和助焊剂均匀的搅拌,在搅拌的过程中时间不能太长(大约3 min),搅拌的力不能太大,如果时间太长力量太大合金粉末很可能被粉碎,造成锡膏中的金属粉末被氧化,如果锡膏粉末氧化,回流焊之后产生空洞的机率将大大的增加。搅拌时使用胶刮刀,也可防止将锡膏中的合金粉末粉碎。
(3)、锡膏印刷后不能放在空气中太久(通常在2小时之内),应该尽快进行贴片、回流作业,否则锡膏吸入太多的水分会导致空洞产生的机率增加,由此可以看出锡膏的正确使用是非常重要的,一定要按照锡膏的正确使用方法去执行,否则PCBA回流之后的焊接缺陷将大大的增加,所以正确的使用锡膏将是保证各种焊接质量的前提条件,必须高度重视
3.4 与焊盘表面的氧化程度有关
当焊盘表面的氧化程度和污物程度越高,焊接后生成的空洞也就越多,因为PAD氧化程度越大,需要极强的活性剂才能赶走被焊物表面的氧化物,如果焊盘表面氧化物不能被及时驱赶走,氧化物就会停留在被焊接物的表面,此时氧化物就会阻止合金粉末与被焊接的金属表面接触,从而形成不良的IMC,此时就会产生缩锡(拒焊)现象,当表面氧化比较严重时,有机物经高温分解的气体就会藏在合金粉末中,空洞就会自然形成了,如果要避免此类现象的产生,就必须避免锡膏和焊盘表面被氧化。
3.5 焊盘中盲孔的设计造成焊点中的空洞
随着回流温度的的爬升,助焊剂得到慢慢挥发,而残留于盲孔中的助焊剂因为埋在锡膏底部,挥发速度相对比较慢,在液相线温度到来之前让助焊剂充分挥发;当没有充分挥发时来自堵塞通孔化合物的膨胀,不能冲破锡膏熔融状态下的张力,如果回流时间不足很容易会被熔化的焊锡固化期间被夹住,因为夹陷的空气泡和蒸发的助焊剂在回流期间是往上跑的。如果回流曲线周期不允许足够的时间让受夹陷的空气或蒸发的助焊剂跑出来,空洞就会在回流曲线的冷却区焊锡固化的时候形成。
3.6 与回流曲线的关系
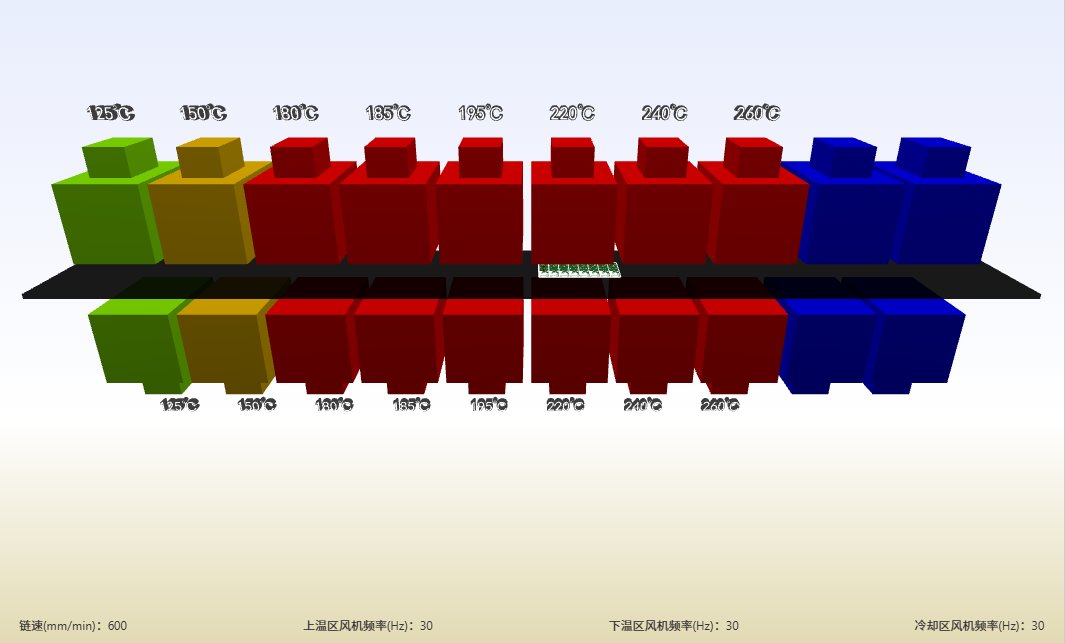
回流曲线是实现BGA良好焊接的关键所在,也能防止空洞的形成;其中恒温区是助焊剂挥发与去除氧化物的阶段,此时气体的逃逸会有效的减少空洞的形成;通常恒温区的时间(150 ℃~180 ℃)控制在60 s~120 s,峰值温度控制在235 ℃~240 ℃之间,特别是控制在240 ℃是相当好的。当然进行温度控制的同时,要注意不同BGA的温度控制是不一样的;应根据BGA封装的方式,大小尺寸,BGA锡球的工艺而定,这样设置温度才算是正确合理的。在设置曲线时还应特别应注意,大尺寸的BGA四周温度与中心温度有一定的差异,一般而论四周温度会高于中心温度5 ℃左右。
BGA回流曲线图
通过以上工艺能有效的减少空洞的形成。我们使用同一种型号的BGA做实验;未做工艺改进焊接的BGA空洞数量较多、空洞面积较大(见图3);而做了工艺改进焊接的BGA空洞数量较少、空洞面积较小(见图4)。
图3:X-RAY检测未做工艺改进焊接的BGA空洞
图4:X-RAY检测已做工艺改进焊接的BGA空洞
过多过大的空洞存在对焊点可靠性必然有影响,影响到底有多大目前业内还没有一个完全的定论,个人认为空洞的存在至少对于BGA抗机械应力冲击有比较大的影响,我们不能完全消除空洞但将它减到最小是可能的,所以在检验标准上设定一个合理的界限,通过分析我们看到空洞可以通过优化工艺参数和材料的调整来减少空洞的发生,使用合理的工艺参数可以满足空洞面积比<15%的要求。当然,空洞面积越小越好,更小的空洞面积需要更强的工艺去支持。