几种特殊元器件的装焊工艺
热度:
来源:SMT技术网 2018-12-14 评论
(0) 一、“城保”形无引脚器件装焊工艺要求 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
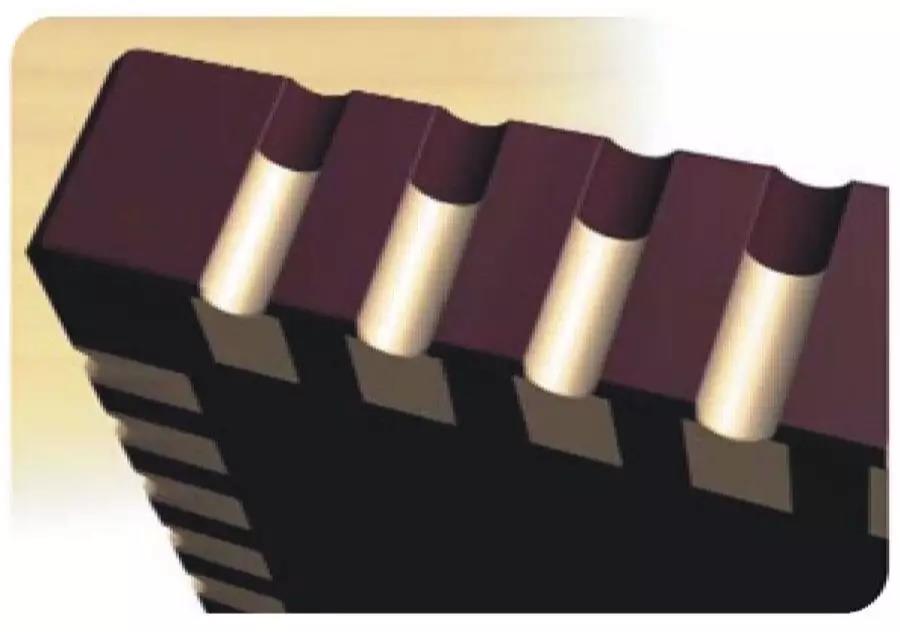
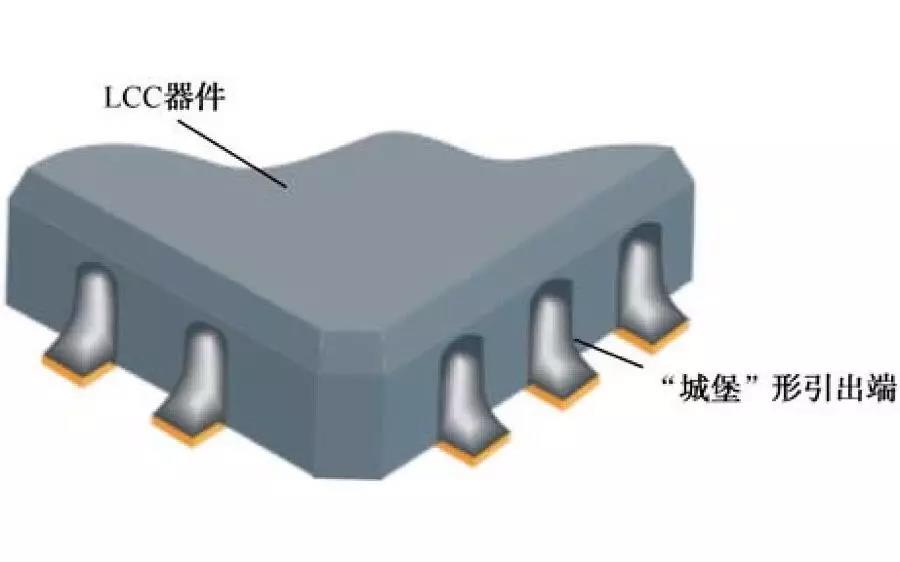
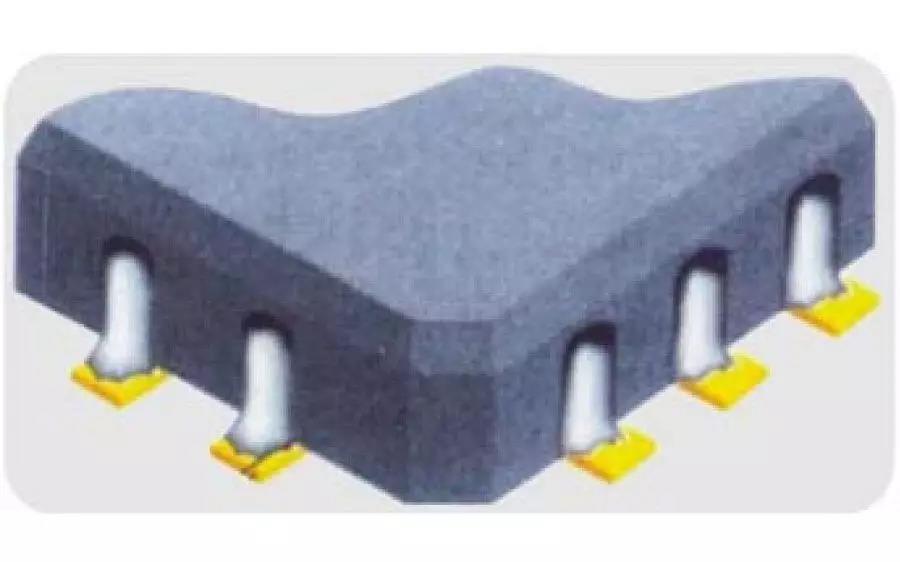
“城堡”形无引脚器件的焊接端像城堡的门一样,因此业界内将这种方形的无引脚芯片载体器件称为“城堡”形无引脚器件,也可把它称为LCC器件。LCC器件的“城门”与底部焊接端是连接在一起的,底部的焊接端与PCB上的相应焊盘焊接,完成器件功能。它们的外观形状如图1所示。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图1 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
LCC器件的贴装及焊接工艺判定有如下要求: OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
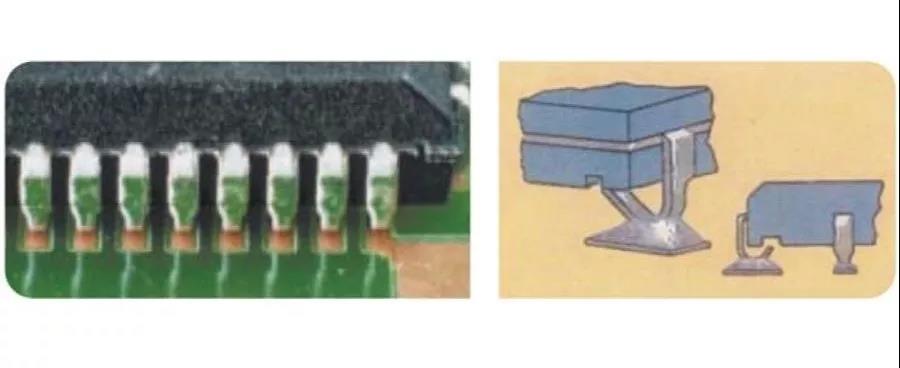
① 器件引出端上的锡没有越界现象,焊点铺满整个焊盘,焊锡爬上引出端的顶部,焊点润湿情况良好,这种情形视为优良,如图2所示。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图2 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
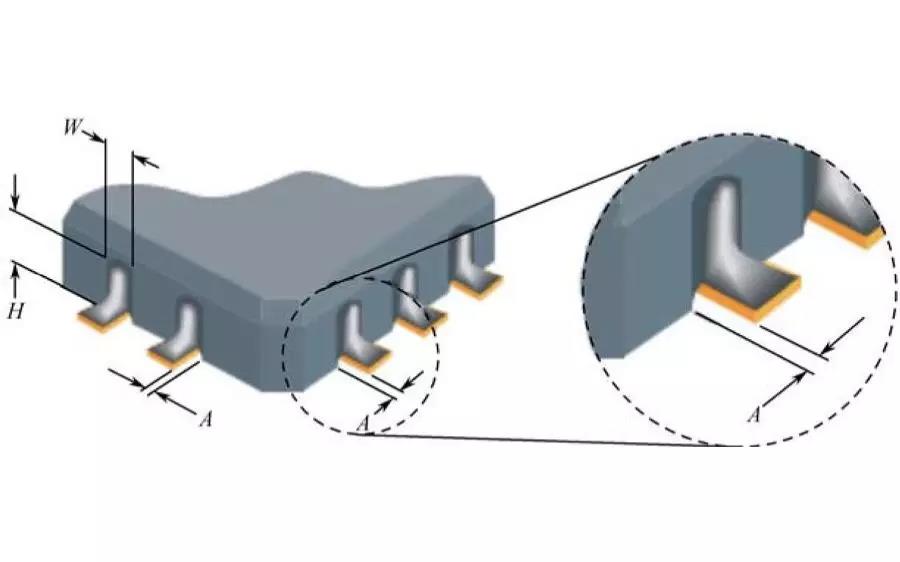
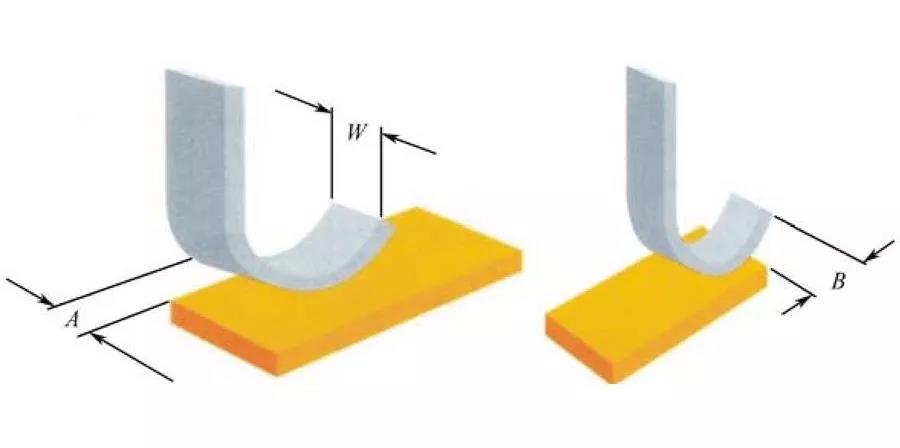
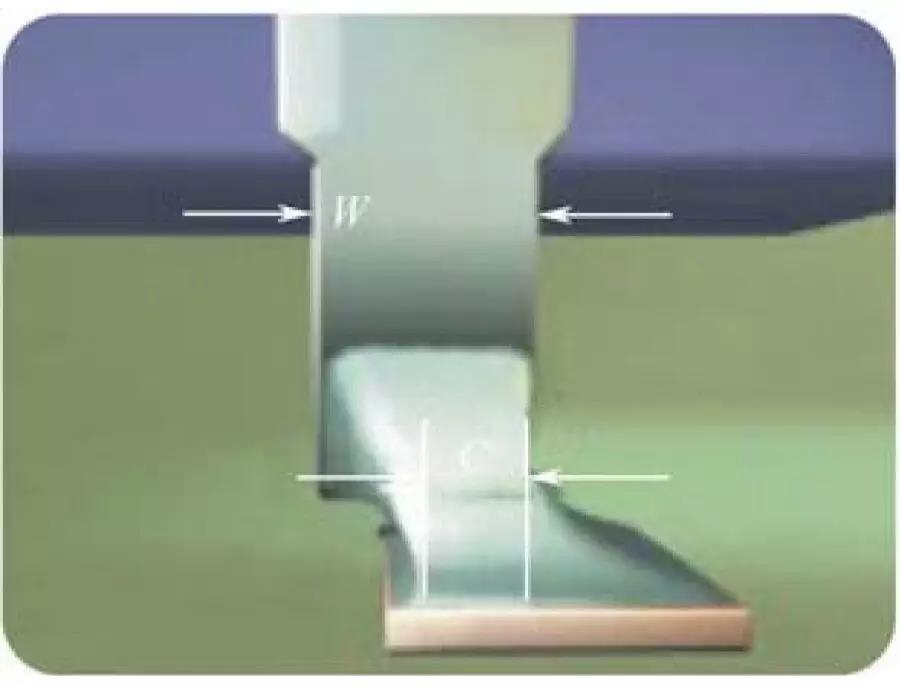
② 最大侧面偏移量是“A”不能超出城堡宽度“W”的25%,否则视为不合格,“H”为城堡高度,如图3所示。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图3 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
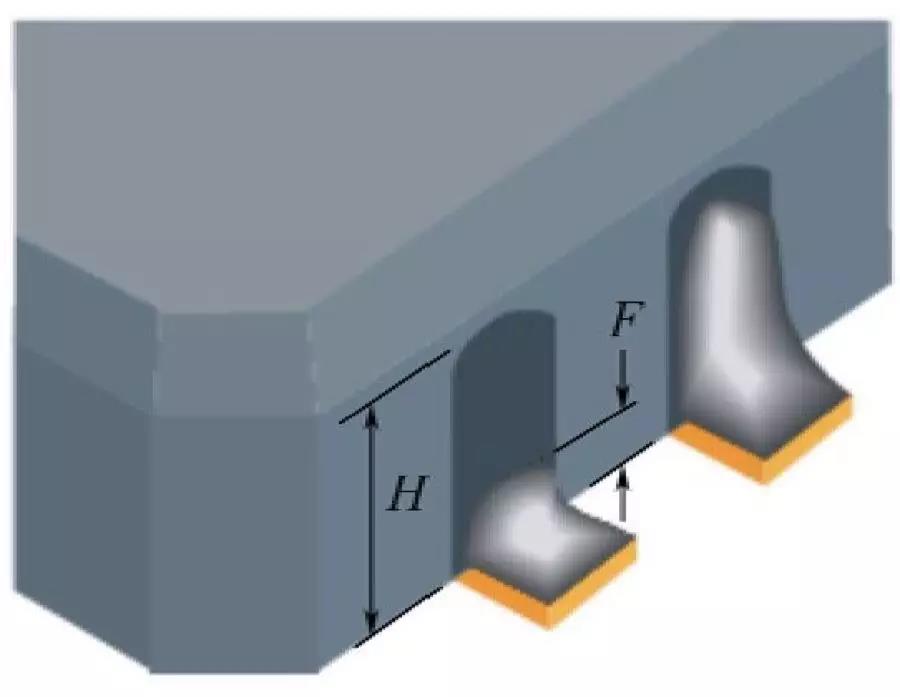
③ 焊盘上焊点润湿情况良好,但“城堡”门上无焊锡,或焊锡偏少,只有“F”高度(F为焊盘上锡厚度),视为不合格;城堡高度H上的焊料要求应是F加上H的三分之二以上高度,才能视为合格焊接,如图4所示。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图4 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
④ 如果“城堡”门上的引出端焊锡润湿性好,但焊盘上焊锡润湿性不好,这种情况也应视为不合格,如图5所示。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图5 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
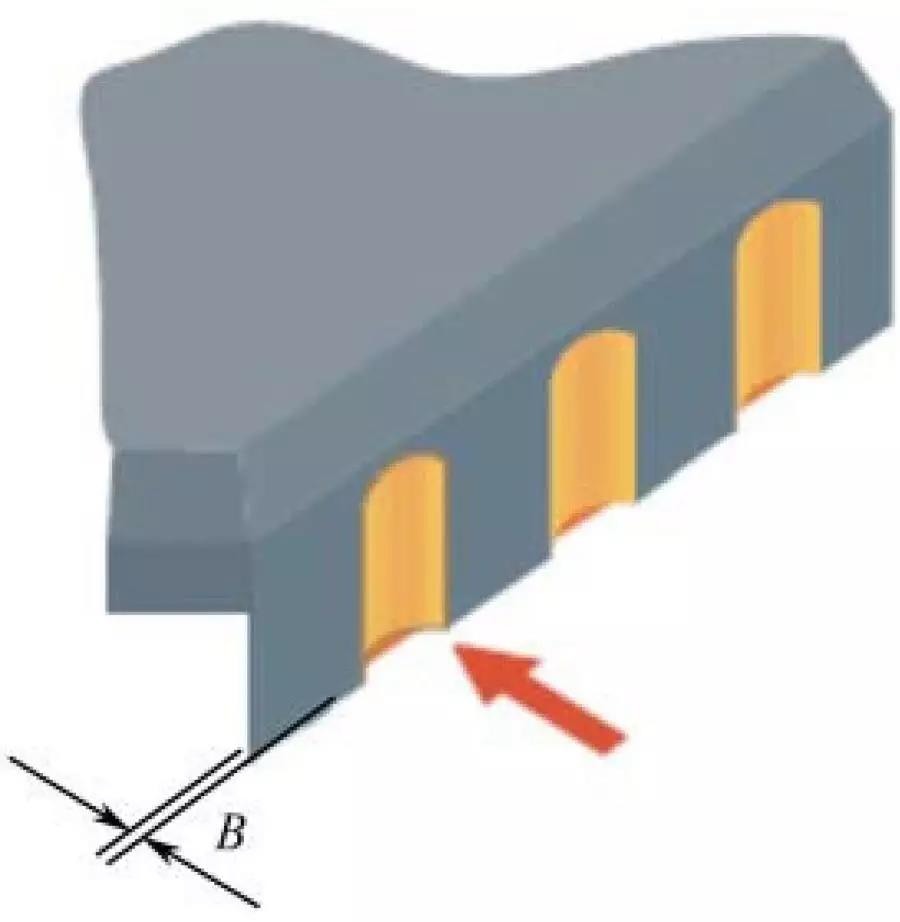
⑤ LCC器件在焊盘上贴装时,一定要有“B”的距离,这就是说,器件贴装后应能看见焊盘,这个“B”就是焊盘边缘到器件引出脚的距离,如图6所示。这个距离应根据器件型号尺寸来确定,如果末端偏移几乎没有“B”的距离,焊接时就会造成器件不可靠,这种安装应视为不合格。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图6 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
二、“J”形引脚器件装焊工艺 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
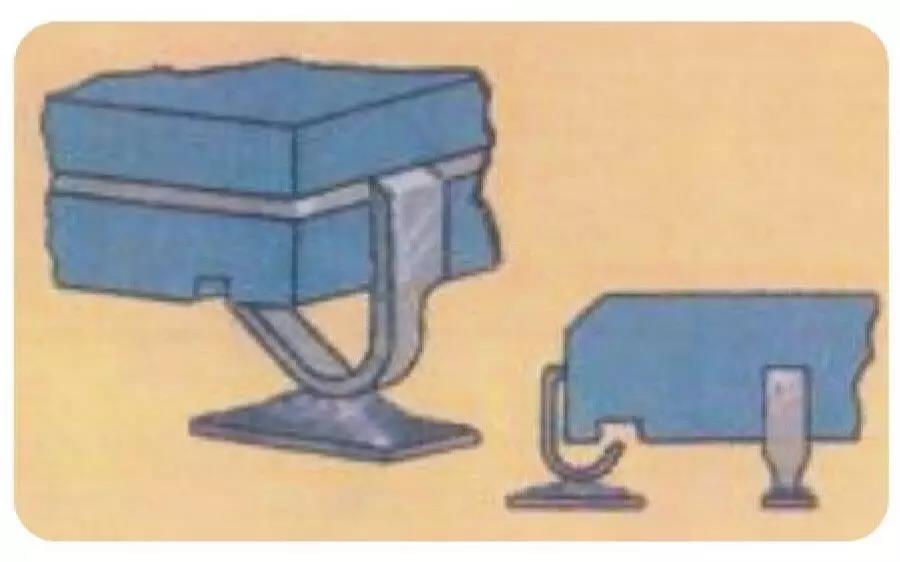
在表面组装技术中PLCC器件即是业界里常说的“J”形引脚塑料封装表面安装器件。由于该器件的引出脚像英文字母“J”的形状,因此人们常常将这种器件称为“J”形引脚,图7是这种器件的外观及结构形式。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图7 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
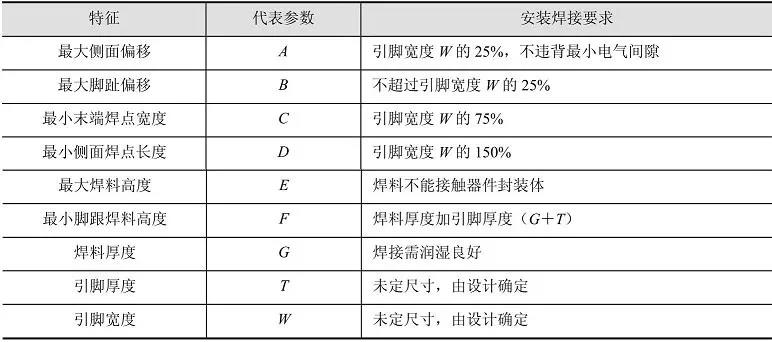
图8所示中的参数及焊接判定是对“J”形引脚器件的工艺要求。图8中“W”是引脚宽度,“A”是引脚宽度方向引脚越出焊盘的最大距离,“B”是引脚前端越出焊盘的最大距离。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图8 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
“J”形引脚器件在焊盘上的安装位置、焊接的焊料要求必须满足表1的要求。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
“J”形引脚器件在焊盘上的安装焊接工艺要求如下。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
① “J”形引脚器件从正面看,在焊盘上无偏移且位置居中,从侧面看焊接良好,如图9所示。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图9 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
② 侧面偏移量“A”要求等于或小于引脚宽度“W”的25%,如果超过则视为不合格,如图10所示。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图10 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
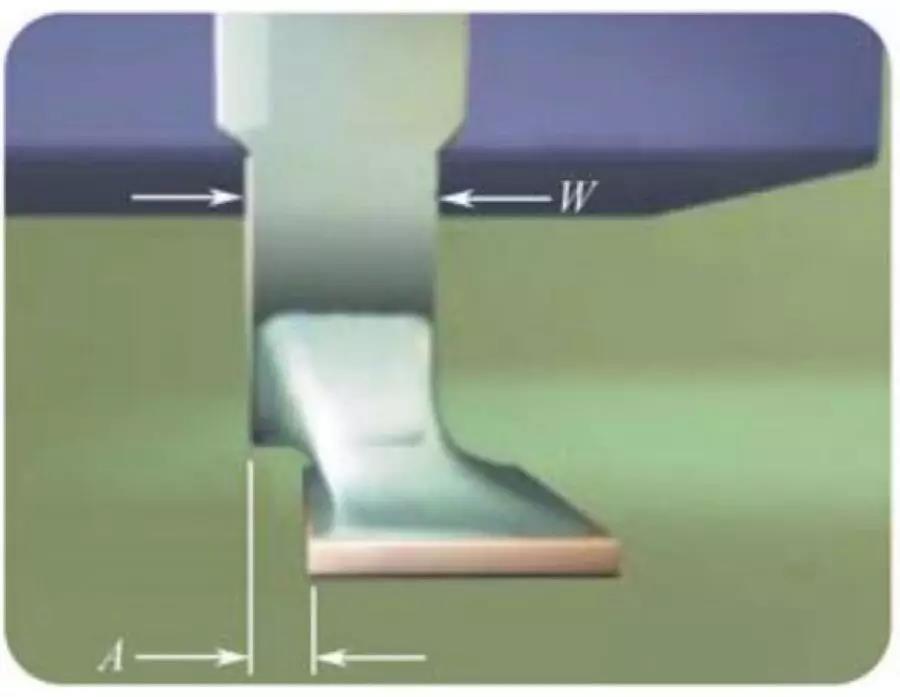
③ 趾部偏移量“B”不能超过引脚宽度的25%,超过视为不合格,如图11所示。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图11 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
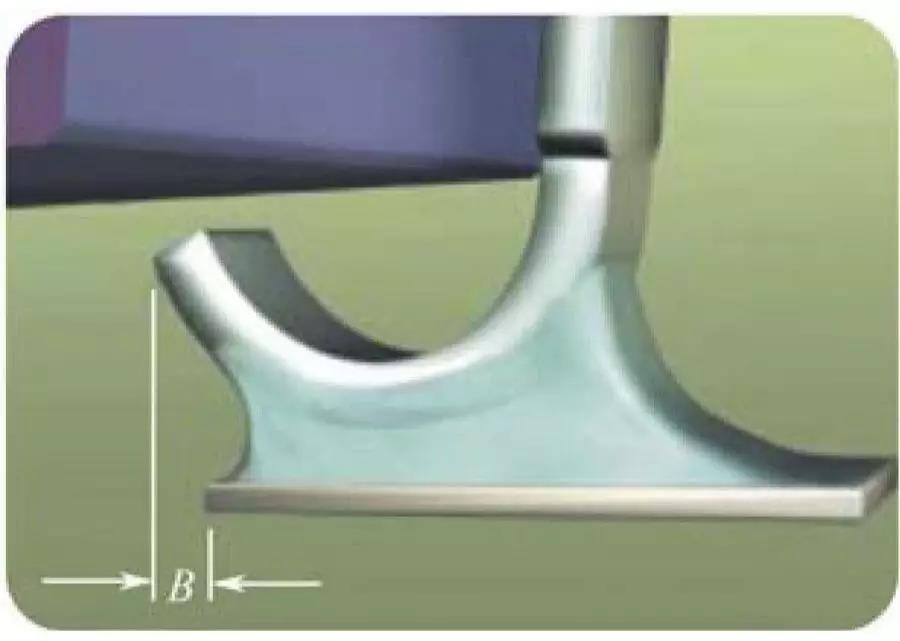
④ “J”形引脚焊接时,焊盘与引脚间有一定的焊料,这样焊接出来的焊点接触可靠,这个焊料厚度“G”要求润湿良好,满足设计或工艺要求,如图12中所示。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图12 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
⑤ 最小末端焊点宽度“C”应是引脚宽度“W”的75%,低于“W”的75%则视为不合格,如图13所示。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图13 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
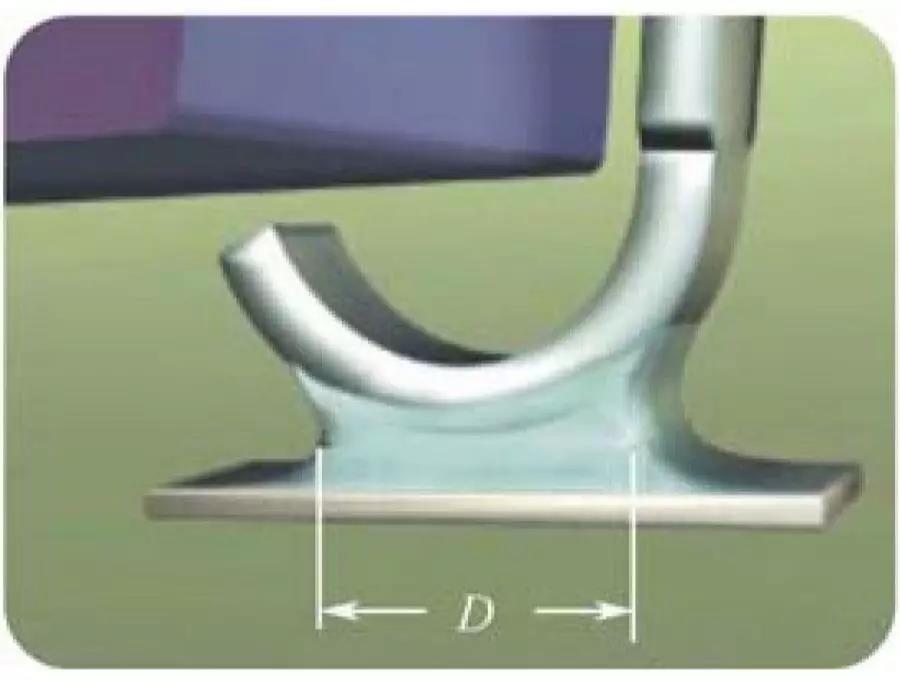
⑥ 侧面焊点长度“D”应大于引脚宽度“W”的两倍,小于则视为不合格,如图14所示。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图14 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
⑦ 如果从侧面看“J”形引脚的焊点像图15所示这样,虽然引脚在焊盘居中位置,但焊料太少了一点,也应视为不合格。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图15 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
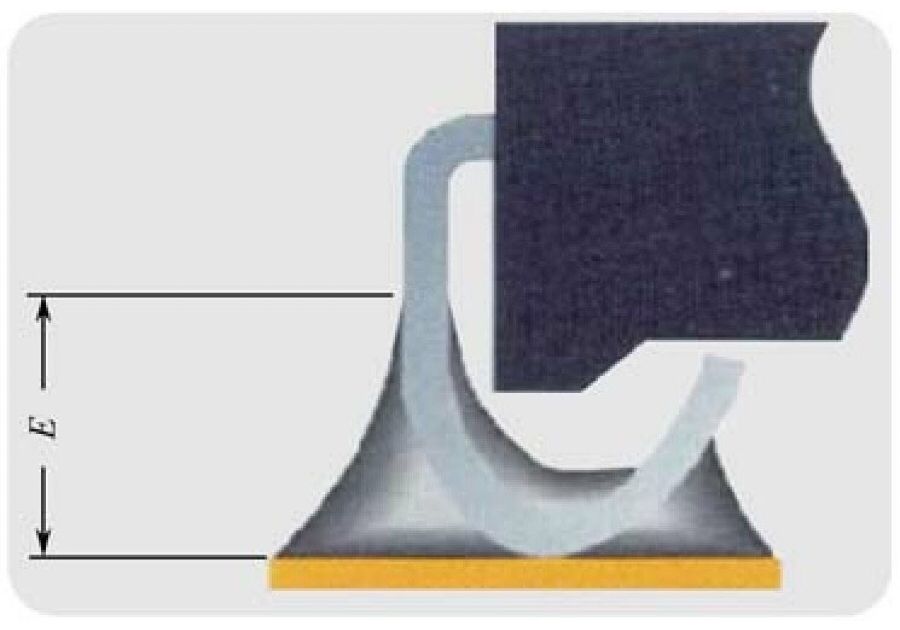
⑧ 最大焊料高度“E”在引脚端部和跟部较多,但如果焊料润湿性好,焊料又没有触及到元件体,这样的焊点是可以接受的,视为合格,如图16所示。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图16 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
⑨ 最大焊料高度“E”过多,已触及到了元件体,并且引脚上部外形被焊料覆盖得不清晰了,焊料超出焊盘,有堆积感,这样的焊点,应该视为不合格,如图17所示。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图17 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
三、面阵列引脚器件的装焊工艺 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
BGA(Ball Grid Array)面阵列封装器件技术的研究始于20世纪60年代,最早被美国IBM公司采用,但一直到20世纪90年代初,BGA才真正进入实用化的阶段。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
精细间距器件(如QFP)的局限性在于细引脚易弯曲,质脆而易断,对元器件的平面度和引线间的贴装精度要求很高。而BGA技术采用的是一种全新的设计思维方式,它采用将圆形或者柱状点隐藏在封装器件体下面的结构形式,使得焊球间距大、焊球长度短。相对于同样尺寸的QFP器件,BGA能够提供多至几倍的引脚数,这对于表面组装来讲,可以大幅度地提高焊接合格率和一次成功率。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
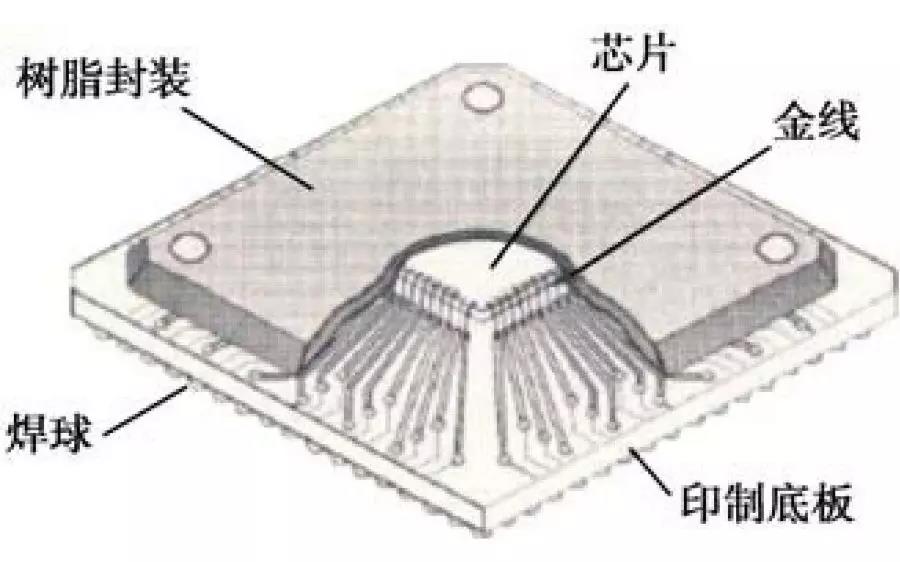
BGA主要结构分为三部分:主体基板、芯片和封装。基板一面是焊接面,另一面是芯片的封装面。焊接面上球形焊矩阵状排列。基板是特别精细的印制电路板,有双面板与多层板几种形式。对于引出端数较多的基板一般都是多层板,内部为布线层和电源、接地层。对于引出端数较少的基板用双面板即可。在芯片封装面上IC芯片以COB方式与基板连接。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
BGA器件以焊点在器件底部呈阵列分布,这样既减轻了引脚所遇到的阻力,又提高了组装密度,其质量、信号传输延迟都有所减少,使用频率大大得到提高。但BGA器件的装配焊接给PCB的焊接带来了更为严格的工艺挑战,因为这种器件不能再用电烙铁焊接了,必须借助焊接设备才能完成对它的组装,而焊接完成后的检查一般来说也要借助设备进行(如果经验足够,组装过程可控,焊接后的检查也是可以采用目视的)。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
在BGA器件问世后不久,紧接着与BGA器件一样的封装形式器件CSP又出现了,操作中有时人们也将这种器件叫做小型BGA。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
CSP(Chip Size Package)是指封装尺寸等于或略大于裸芯片面积的单芯片封装技术,它的结构形式其实是以引线结合的LOG(Lead on Chip)和BGA等封装基本形式的改进和延伸。CSP底部焊球的面阵列引脚结构使器件接近芯片尺寸,这种高密度、小巧、扁薄的元器件使得移动电话、摄录一体机、数码相机等电子产品越做越小。如以0.65mm(引脚间距)、160个引脚的QFP器件面积为1,则同样引脚数的CSP,其占用面积仅为0.17。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
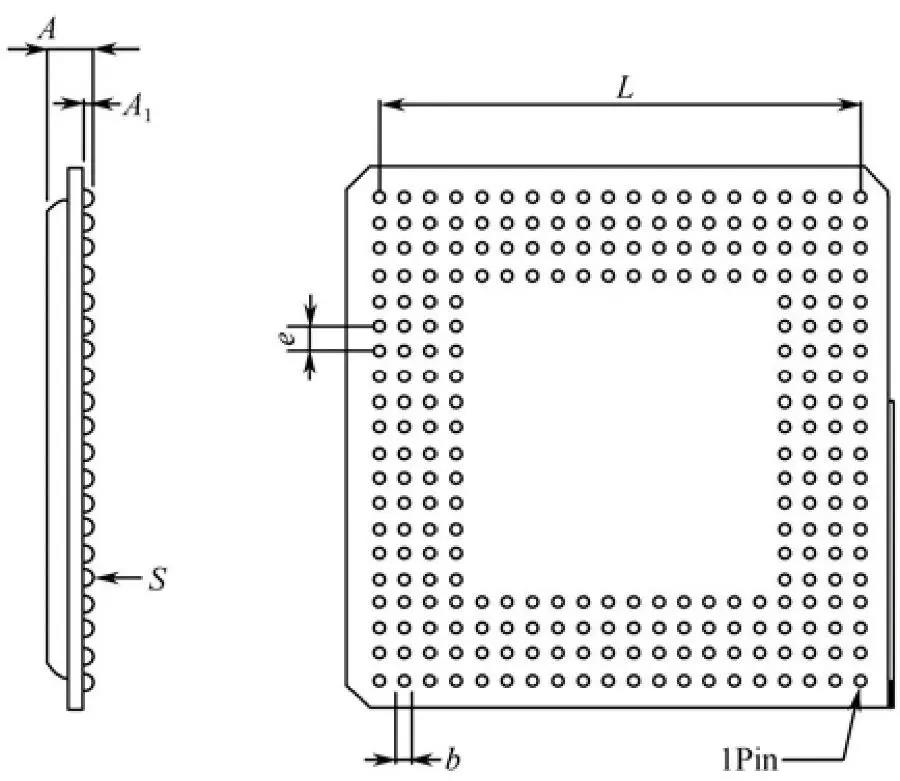
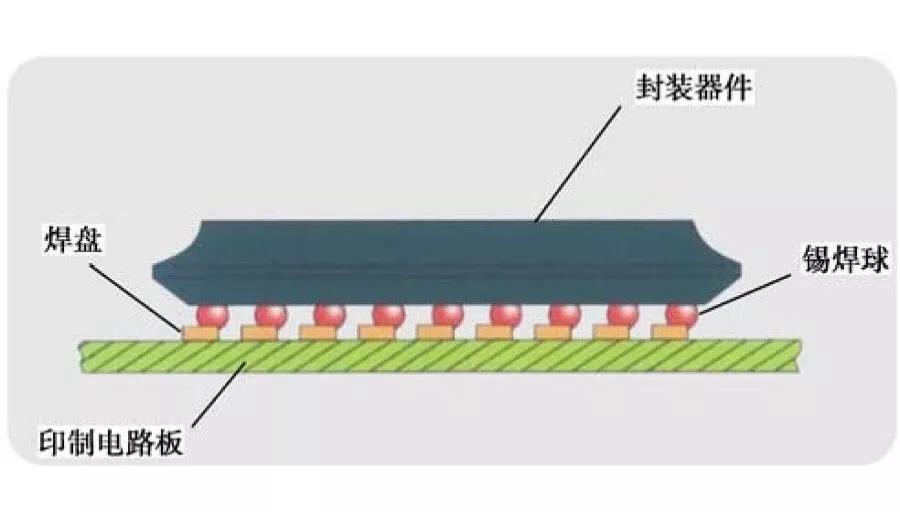
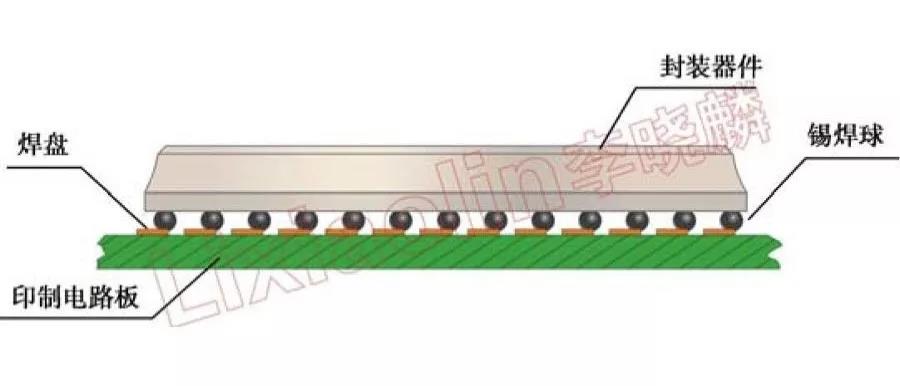
面阵列引脚器件的外观及局部剖视结构形式如图18所示,它们的侧视、底视结构如图19所示。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图18 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图19 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
球栅阵列器件BGA、CSP它们的装焊工艺及合格条件可以参考下列的组装工艺和焊接要求加以判定。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
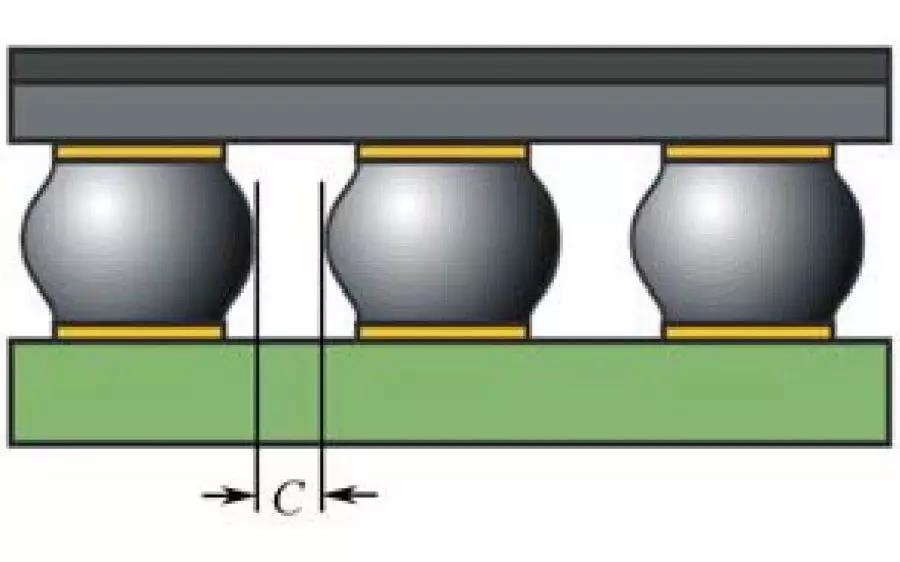
① 良好焊接的球栅阵列器件焊点其尺寸和形状应呈均匀一致,如图20中的“C”间隙,并且无桥接;BGA焊球润湿,在焊盘上应形成椭圆或台柱形焊点,如图20所示。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图20 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
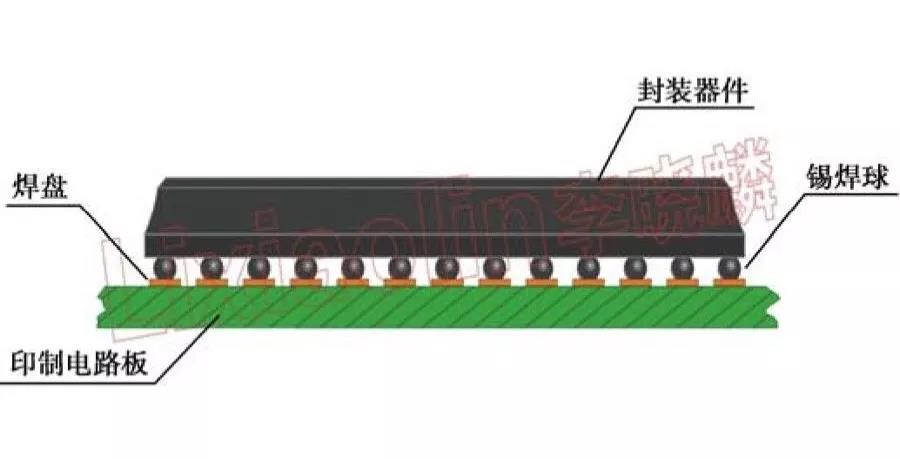
BGA器件优良的贴装是焊球与焊盘完全重叠,并且共面,如图21所示。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图21 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
② 如果组装时球栅放置稍有偏移,但焊球对应占焊盘面积的三分之二以上,并且焊球满足共面性工艺要求,这样的组装是合格的,因为当焊球熔融时焊料的自校正作用可以将这种稍有偏移的贴装拉正,如图22所示。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图22 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
③ 当贴装时焊球放置偏移,像图23所示那样,焊球对应在焊盘面积的三分之二以下,虽然焊球满足工艺的共面性要求,但偏移太多已超出焊料的自校正作用,焊球熔融时会发生短路的可能,所以这种贴装应视为不合格。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图23 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
BGA、CSP球栅阵列器件在X-射线检查中所呈现的几种不合格情形。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
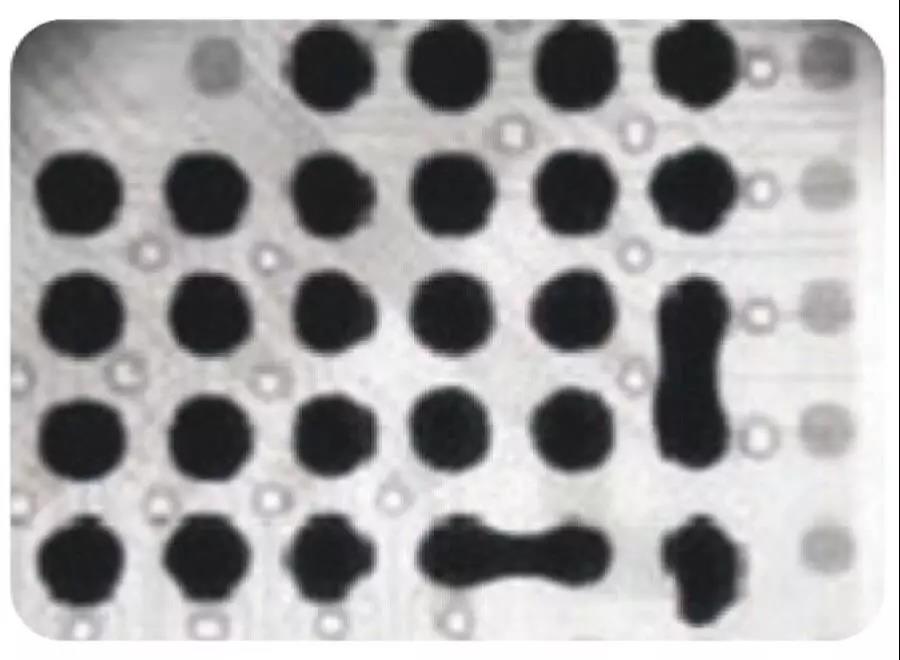
① 采用目视方法可以观察X-射线检查下焊球有桥连,这种桥连接一般表现为“腰部收缩”现象,这就说明焊球与焊盘上的焊膏未熔融在一起,或焊盘没有完全润湿,如图24所示。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图24 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
② 由于再流焊炉的参数设定不合理,可能焊接温度偏低,焊球处的焊膏没有完全熔融,就会产生像图25所示那样的没有完全熔融的焊点。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图25 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
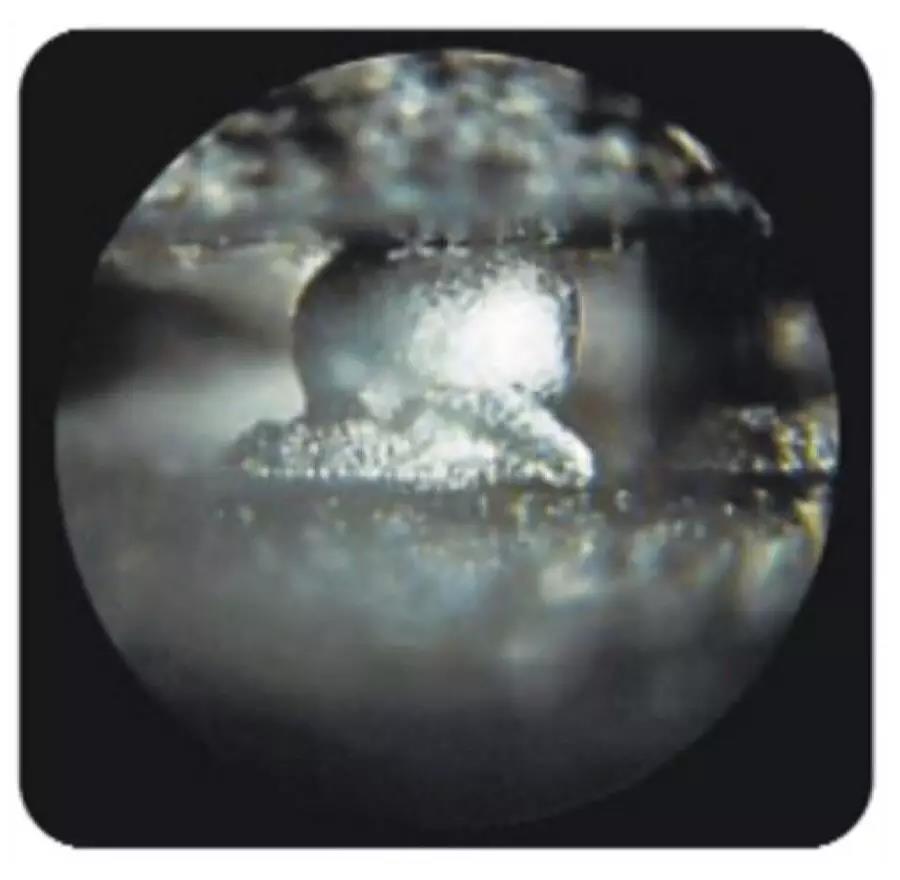
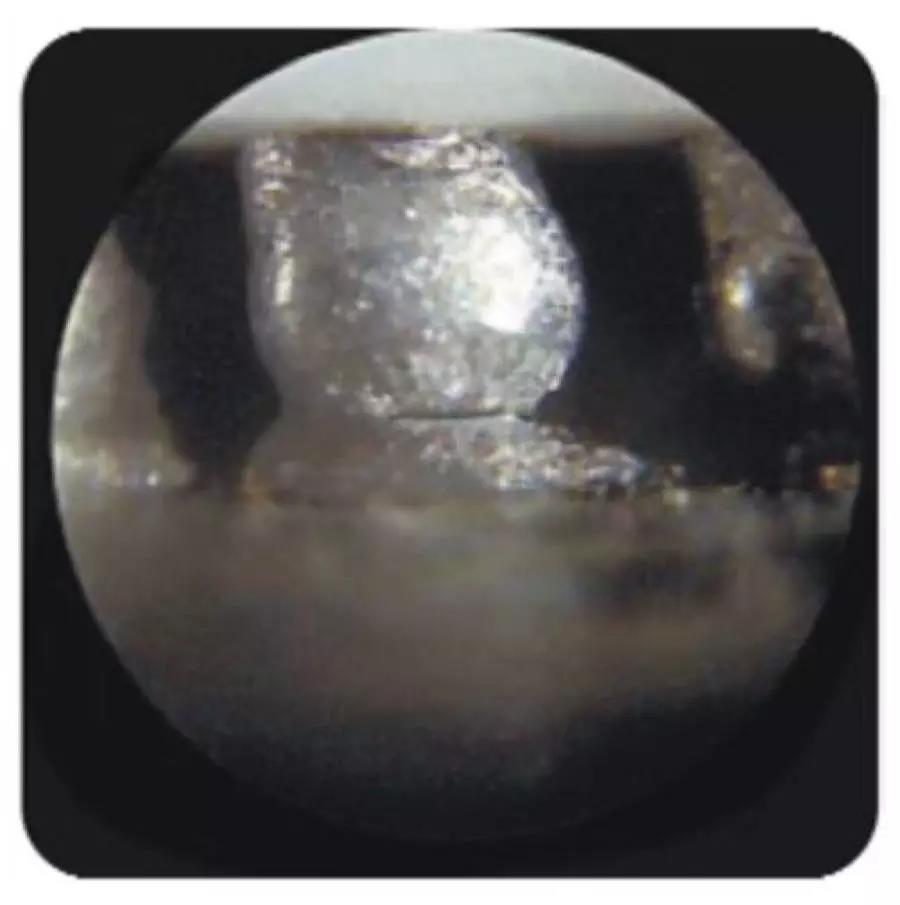
③ 焊球有裂纹,且焊点没有形成椭圆或台柱形状,如图26所示。 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
图26 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
根据李晓麟老师的印制电路组件装焊工艺与技术改编 OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
OZkSMT技术网-China表面贴装技术-SMT表面贴装-SMT技术网【官网】
网友评论